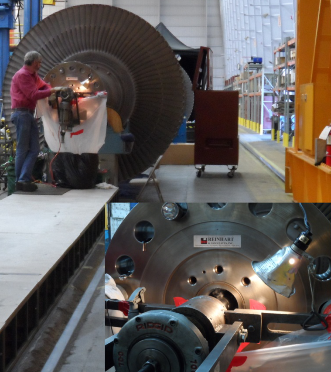
Normally called boresonics, because ultrasonic testing is part of the examination process, includes plug removal and replacement, power honing, bore diameter measurements, and boreside nondestructive examination (NDE). Plug removal is performed using a special rig that mounts on the turbine rotor flange and the bore plug is removed by machining.
Immediately after plug removal, power honing takes place to remove any oxide scale or contaminants from the bore surface and to prepare the surface for boreside NDE. Boreside NDE includes visual testing, automated Eddy current testing, magnetic particle testing, and ultrasonic testing. The final step is to install a newly fabricated bore plug if no significant indications are detected. Reinhart & Associates, Inc. (R&A) system used for boresonics is called B-SURE® (Boreside Surface and Ultrasonic Rotor Examination).
The results of the boresonics are used in conjunction with the rotor material properties, operating stress calculations, and fracture mechanics analysis to perform a life assessment of the rotor to determine current condition and suitability for future service. The life assessment yields a reinspection interval if no significant indications are detected or a recommendation is provided to change the rotor future operating conditions, rotor repair, or rotor replacement in case that significant indications are detected.
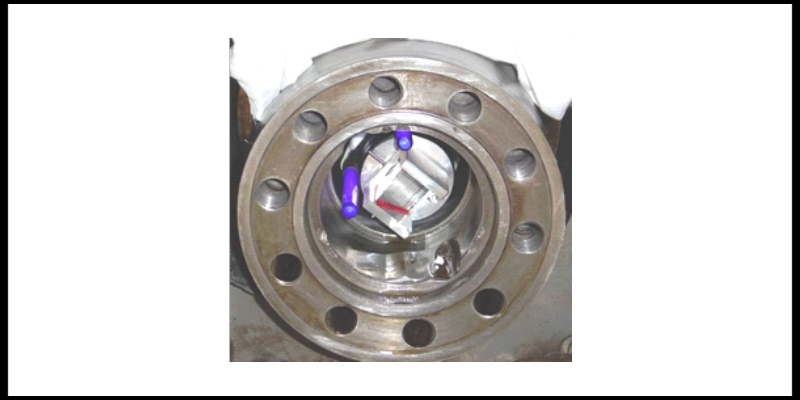
Bore plug removal by machining
Rotor bore plug removal is performed by setting up a machining rig for drilling and boring the bore plug. Once the rotor bore plug is removed, the bore is examined to determine its configuration. The majority of the steam turbine rotors has straight bores; however, in some cases if the bore is not straight and contains step or bottle bores, then the power honing and NDE will take longer to accomplish since different setups are needed for each bore diameter change.
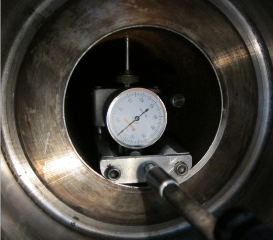
Bore diameter measurements
Before and after power honing of the bore, a series of bore diameter measurements are taken using a bore gage to estimate the amount of material removed by honing.
Power honing
Power honing is performed following bore plug removal and bore diameter measurements using a honing system that utilizes a series of honing stones to remove oxide, dirt, and scale from the bore surface. The final set of stones is used to polish the bore surface to prepare it for boreside NDE.
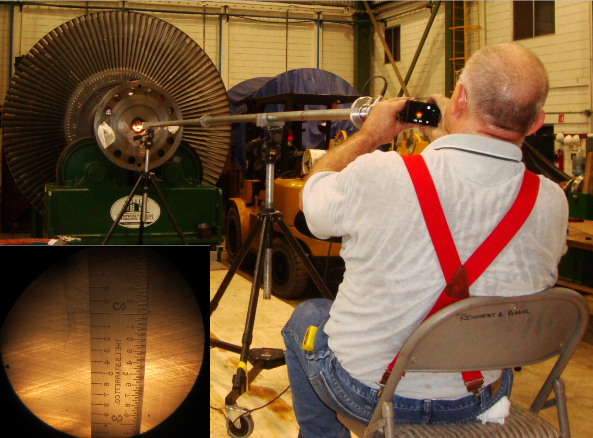
Boreside visual testing (VT)
Boreside visual testing is performed using a white light rigid borescope to determine if the bore surface is acceptable and no additional power honing is needed and to look for bore surface connected flaws.
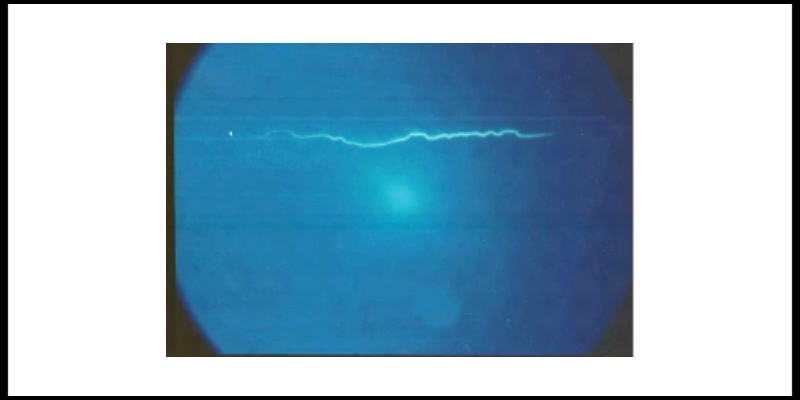
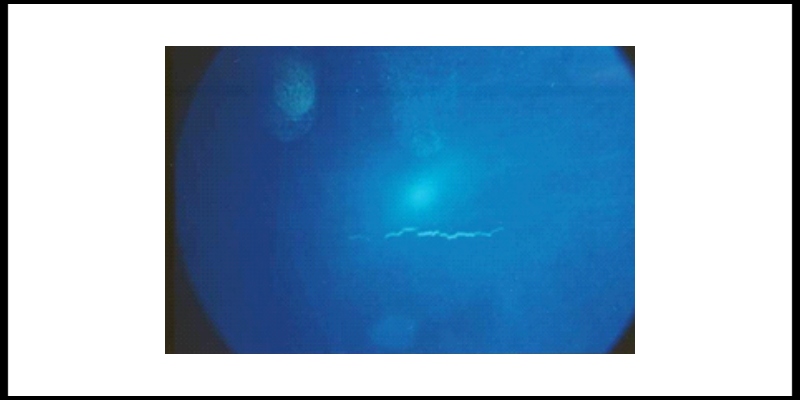
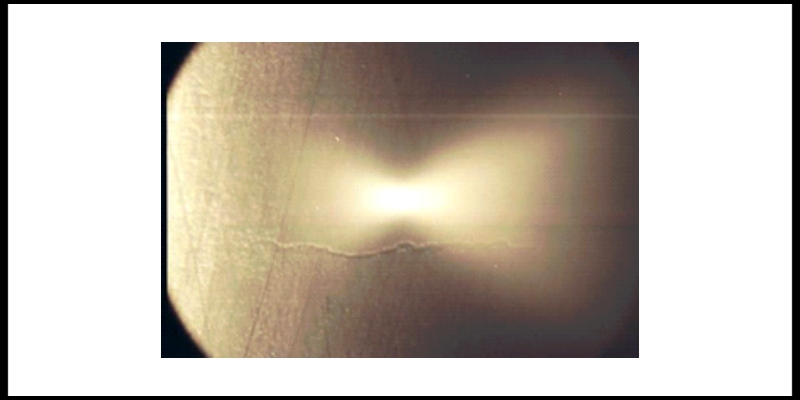
Boreside wet fluorescent magnetic particle testing (WFMT)
Boreside WFMT is carried out by magnetizing the bore in two different passes covering two thirds of the rotor bore inside diameter (ID) surface each pass to provide overlapping. A special MT yoke is used along with fluorescent magnetic particle applied by spraying prior to the black light inspection performed using a rigid borescope. The boreside WFMT is only performed if required by the rotor owner specification or if the boreside VT and/or automated Eddy current testing detected surface connected indications.
WFMT 6 EDITED
WFMT 5 EDITED
WFMT 4 EDITED
WFMT 3 EDITED
WFMT 2 EDITED
WFMT 1 EDITED
Boreside automated eddy current testing (AET)
The boreside automated Eddy current testing is performed immediately after the boreside VT. A calibration block containing bore surface connected axially oriented artificial EDM (Electro discharge Machining) notches is used prior to scanning the rotor bore surface.
These surface connected EDM notches are 0.187 inches long and their depths vary from 0.005 inches to 0.040 inches. The scanning is achieved using the B-SURE® (Boreside Surface and Ultrasonic Rotor Examination) system in a helical scan advancing 0.050 inches per revolution at circumferential speed of up to 6 inches per second.
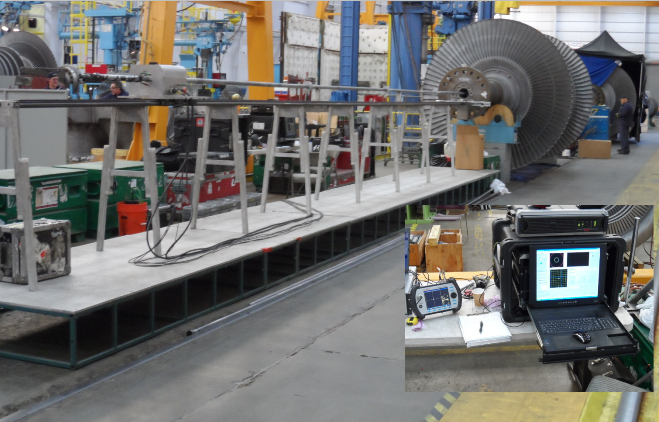
Boreside automated ultrasonic testing (AUT)
Boreside automated ultrasonic testing (sometimes referred to boresonics) follows after the AET scanning. The scanner used for the boreside AUT is the B-SURE® setup to rotate in a helical pattern at circumferential speeds of up to 6 inches per second and axial advance of 0.100 inches per revolution.
Two scans are performed using a carrier module with three ultrasonic search units that scan the rotor bore surface and rotor material volume in six different directions i.e., 0-degree longitudinal waves in the radial direction for near and far bore, 45-degree shear wave in the circumferential direction for CW and CCW, and 45-degree shear wave axial direction for FWD and AFT. The search units use 2.25 MHz and 5 MHz frequencies and cover metal paths of at least 5 inches from the bore surface.
New replacement plug installation
When all the boreside NDE has been completed, a new replacement plug is installed using Liquid Nitrogen. Prior to plug installation the bore is completely cleaned and purged using Argon or any inert gas as required by the rotor OEM or owner specification.
Steam turbine rotor life assessment
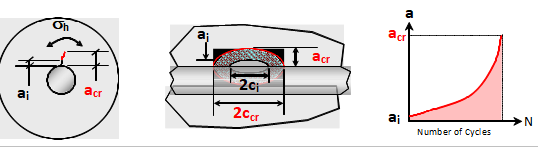
The boreside NDE examinations are designed to detect surface connected as well as volumetric or embedded flaws. The most detrimental flaw to the integrity of a rotor bore is one that is surface connected. Therefore, the rotor life assessment is based on the results of the boreside NDE to define the initial flaw size (ai).
If no indications are detected, then an assumed flaw is used based on the B-SURE® system performance evaluation as published in the EPRI report EPRI TR-108423 (previously numbered TR-107125).
The estimated, measured or published rotor material properties are used along with calculated thermal and mechanical hoop stress (h) and fracture mechanics to estimate the number of start-stop cycles that will propagate the initial flaw size to a critical flaw size (acr).